

今回はハトメ(はとめ)を使ったビス穴の補強方法をメインに紹介し、ハトメをステー・カーボン(FRP・カーボン)に綺麗に埋め込んでビス穴の耐久力を上げる方法などを詳しく解説していきます。
ハトメ(はとめ)とは
ここではハトメ(はとめ)に関する基本的な情報から、ハトメの様々な使い方について解説していきます。
※ハトメを使ったビス穴補強方法をすぐに知りたい方は次の「ハトメの固定方法【基本編】」へお進みください。
ハトメの一般的な使い方
ハトメは基本的にシャフトの軸受けとなるパーツで、プラ部品と組み合わせて使用していきます。
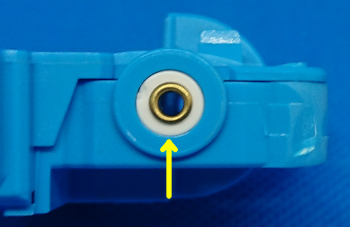
そもそも軸受けとは回転する箇所を正しい位置で支え・回転する箇所との摩耗を軽減するためのパーツであり、軸受けを使用することで より効率的に回転の動力をタイヤに伝えることができます。
ための部品であり、回転する箇所との摩擦を軽減する機能もあり、動力の損失を防ぎます。
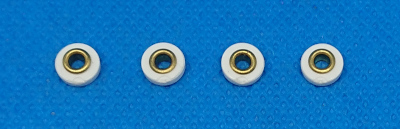
軸受け自体はマシンキットに付属しており、マシンキットを購入すると以下の2種類のどちらかが同梱されています。

「プラ部品+ハトメ」は古くからあるシャーシのキットに付属しており、第1次・第2次ブームにミニ四駆をやっていた方ならお馴染みのパーツではないかと思います。
「プラベアリング」は比較的新しめのシャーシのキットに付属しているパーツとなります、別名「POM(低摩擦プラ)」とも呼ばれ、耐久性は落ちるものの軸受けとしての性能は優秀で意外と重宝されるパーツでもあります。
シャフトの軸受けは上記のもの以外にもグレートアップパーツとして安価な物から高価な物まで様々あるわけですが、本記事ではハトメの使い方に焦点を当てていくので 軸受けの紹介は省略させて頂きます。
ハトメの応用的な使い方
上記の「ハトメの一般的な使い方」でも紹介したように、ハトメは本来シャフトの軸受けとして用意されているパーツではありますが、それ以外の用途でも使われることがあります。
よく見かけるのがギヤ周りでの利用で、こちらはスパーギヤ付近で使用されることが多いです。
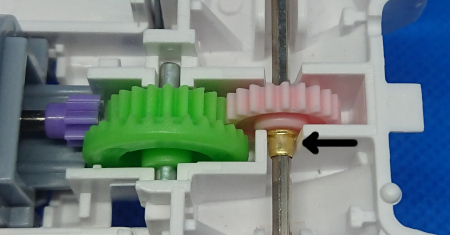
ただ、ここでのハトメは軸受けとしてではなくスパーギヤと他のギヤの噛み合わせを良くするための位置調整として使われる形となります。
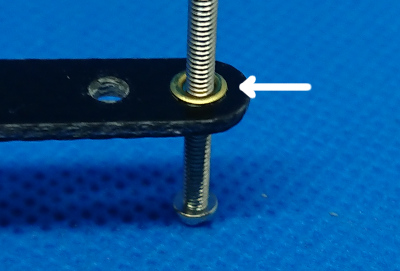
そして、もう1つの使い方としてハトメの摩耗しにくいという特性を生かしてビスが可動する箇所での利用方法で、ステー・プレートのビス穴にハトメを埋め込んで使用します。
ハトメを埋め込むことでビス穴の耐久力を上げていきます。
このハトメを埋め込むのに適した箇所は主にATバンパーの支柱やピボットバンパー可動箇所などのビスとビス穴が度々擦れる
このハトメを埋め込むのは主にATバンパーの支柱やピボットバンパー可動箇所などのビスとビス穴が度々擦れる箇所に適しており、ハトメを使うことでビス穴が摩耗しにくくなり耐久力を上げ パーツの寿命を長くすることができます。
本記事ではこのハトメを埋め込む方法を解説していくわけですが、ハトメを埋め込んだからと言って半永久的に使えるわけではなく あくまで通常のビス穴よりも摩耗しにくくなるだけであって長期間使用した場合はハトメを取り付けたパーツごと交換する必要があるのでご注意ください。
ハトメの入手方法
ハトメは基本的にはマシンキットに含まれており(1台につき5個)、マシンキットをそこそこ所持している方なら結構な数のハトメが溜まっているので わざわざ購入する必要はありません。
ただし、比較的新しめのシャーシであるARシャーシ・MAシャーシ・FM-Aシャーシ・VZシャーシにはハトメが付属されていないので、これらのシャーシしか所持していないというか、上記以外にシャーシを購入するか もしくはタミヤから発売されている「AOパーツ ミニ四駆 はとめ」を購入する必要があります。

人によってはそこそこ大量のハトメが必要となることもあるので、取り付けの練習用や失敗した時用などの予備として単品で購入するのもありかと思います。
ハトメの取り付け方法【基本編】
ここではハトメをステー・プレート(FRP・カーボン)に埋め込んで固定し、ビス穴を補強する方法を解説してきます。
必要工具
ハトメを固定するのに必要なパーツ・工具は以下となります。

- プラスドライバー
- ボックスドライバー
- 2.5mmドリル刃
- 皿ビス穴加工ビット ※必須ではない
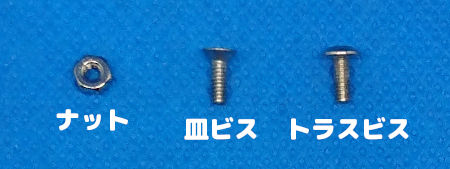
- ナット
- 皿ビス
- トラスビス
基本的に「プラスドライバー・ボックスドライバー・ナット・トラスビス」は所持しているかと思いますので説明は省略しますが、それ以外の工具で 皿ビスについては単品で購入する必要があり、現在は以下の2種類のタイプが販売されています。


今回の作業で使用するビスの長さについては特に指定はなく 長くても短くても構いませんので、上記のどちらかの購入を迷ったら使用頻度が高い方の長さのセットを選んで頂ければと思います。
それと2.5mmドリル刃については、あまりドリル刃を所持していない方はタミヤ ベーシックドリル刃セットがおすすめです。

上記のタミヤ ベーシックドリル刃セットには「1.0mm、1.5mm、2.0mm、2.5mm、3.0mm」のドリル刃が付属しており、それなりに使用頻度が高いサイズのものが多いので 手持ちのドリル刃の種類が少ない方はこちらをおすすめします。
また2.5mmドリル刃は100円ショップでも購入可能となっているので、すでに2.0mm刃など多種のドリル刃を所持している方は単品で購入した方がいいかもしれません。

※ドリル刃を購入する際はお持ちのドリル本体とビットの差込口の形状が同じであることの確認をお忘れなく。
また、皿ビス穴加工ビットについては別途リューター本体が必要となるわけですが、こちらは必須ということではないので無理に用意する必要はりません。
(ただし応用編の作業では必須となります)

ただ、皿ビス穴加工ビットは今回以外の改造でも使用シーンは多いので持っていない方はこれを機に購入するのもありかと思います。
ハトメ取り付け手順 -基本編-
まずハトメの取り付け手順を説明する前に、ハトメの向きを分かりやすくするよう本記事では以下の名称とします。
今後は以下の名称で話を進めていきます。
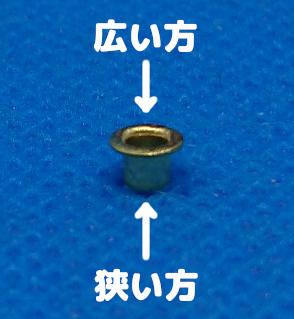
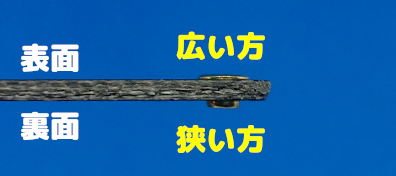
ハトメの傘状となっている広い箇所を「広い方」、筒状となっている狭い箇所を「狭い方」という名称で解説を進めていきます。
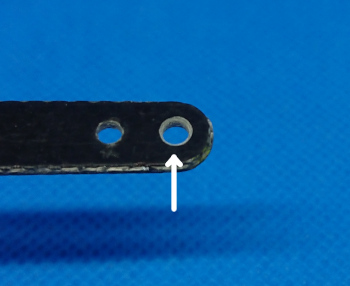
ハトメを取り付けたいビス穴を2.5mmドリル刃で拡張していきます。
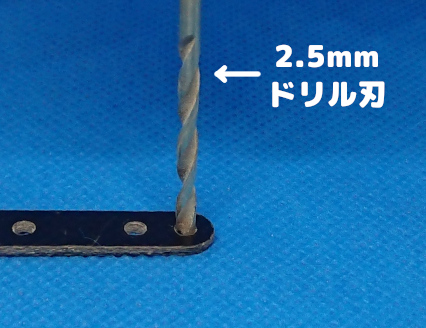
※一度だけの貫通だとハトメがうまく通せないこともあるので、ドリル刃で拡張後にハトメが取り付けれない場合は何度かドリル刃を通して更に穴を拡張させます。
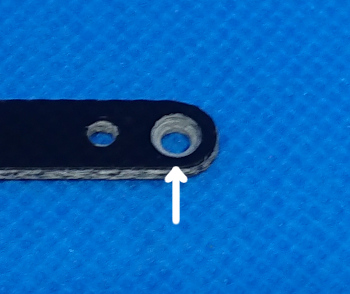
また、ドリル刃を通した反対面にバリ(不要な出っ張り)ができることがあるので、バリができた場合は皿ビス穴加工ビットでほんの一瞬だけ当ててバリをとっていきます。
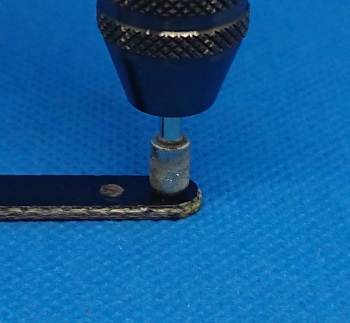
ドリル刃を通した表面もバリがあるようであれば同じように皿ビス穴加工ビットを一瞬だけ当てていきます。
2.5mmに拡張したビス穴にハトメをセットしていきます。
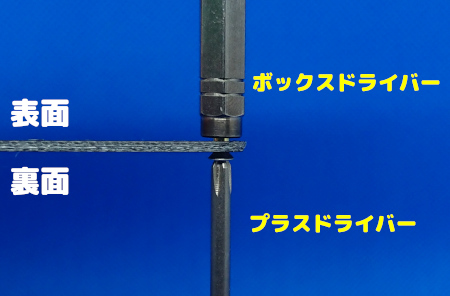
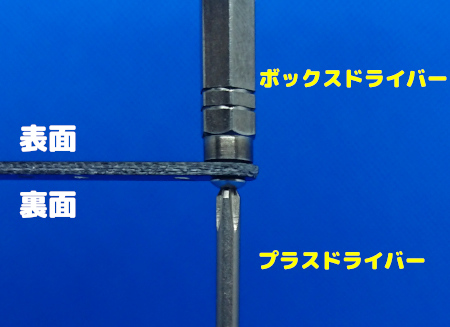
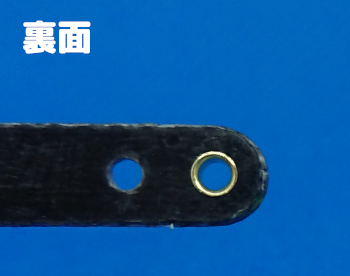
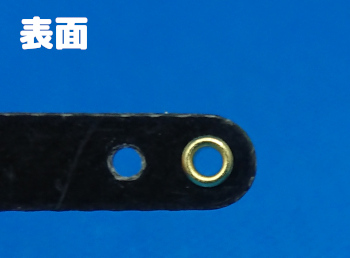
これ以降どちら側をどう加工するかを分かりやすくするために、ハトメの広い方をセットした面を表面・ハトメの狭い方をセットした面を裏面として解説していきます。
また、ハトメをセットする際の注意点として、ハトメの広い方は必ずステー・プレートに密着させてください。
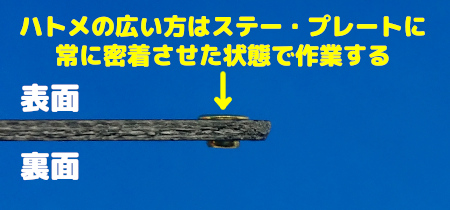
これ以降の作業時もハトメの広い方がステー・プレートから離れてしまわないよう注意してください。
皿ビスの頭を裏面(ハトメの狭い方)に向けてセットし、ナットを表面(ハトメの広い方)にセットします。
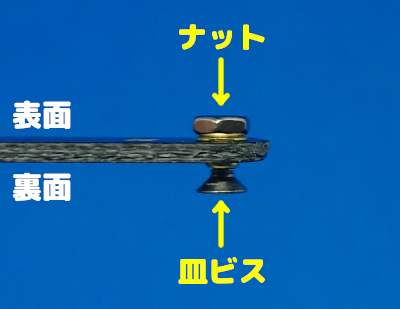
あとは裏面にプラスドライバー・表面にボックスドライバーをセットして締め付けていきます。
締めすぎには注意
どのくらい締め付けていくかについては、ビスの溝が潰れる(なめる)直前までが理想ではあるんですが、意外にもビスの溝つぶれずにかなり深くまで回せてしまうことがあります。
ビスの溝が潰れないからといって回しつづけてしまうとビスが折れてしまうことがあるわけですが、ビスが折れるのならまだしも、酷い場合だとビスかナットのギザギザが欠けてしまいナットが空回りし続けてビス・ナットが外せない状態になってしまいます…
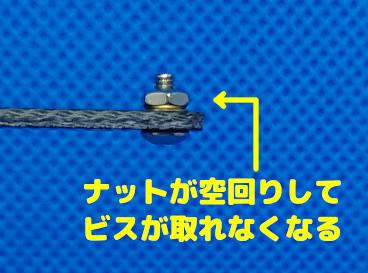
こうなるとビスの頭をドリルで破壊しなければならなくなり、ビスを取り外せたとしてハトメも無傷で済むか怪しいです…
適度な圧力で締め付けたら一旦 皿ビス・ナットを取り外しハトメの狭い部分が潰れてステー・プレートに固定させていることを確認します。
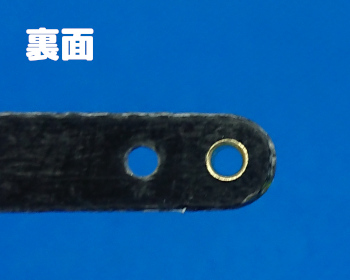
この段階で、ハトメの広い方がステー・プレートにしっかりと密着していることを確認し、もし広い方とステー・プレートに隙間があるようであれば、ペンチ等で広い方を密着させ、再度 皿ビス・ナットで締め付けていきます。
トラスビスの頭を裏面(ハトメの狭い方)に向けてセットし、ナットを表面(ハトメの広い方)にセットします。
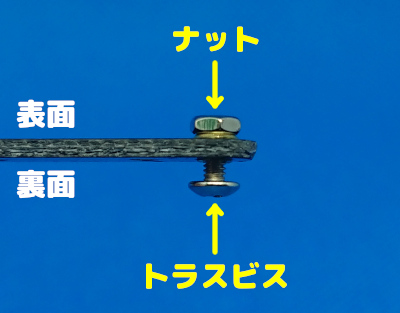
トラスビス・ナットをセットしたら、裏面にプラスドライバー・表面にボックスドライバーをセットして締め付けていきます。
ここも皿ビスを締め付けた時と同じように締めすぎには注意しましょう。
特に皿ビスでの締め付けは際限なく回せてしまいナットが空回りしてしまうことがあるので、慎重に回していきましょう。
適度な圧力で締め付けたらトラスビス・ナットを取り外しハトメが完全にステー・プレートに固定させていることを確認します。
皿ビスで締め付けた後とほぼ変わってないようにも見えますが、皿ビス締め付け後よりも若干ハトメが広がった状態になっています。
ハトメの両面が完全にステー・プレートに密着した状態で且つ完全に固定されていればハトメの取り付けが完了となります。
ハトメがステー・プレートに完全に固定されていないようであれば、再度トラスビス・ナットをセットして締め付けていきます。
以上がハトメの取り付け方となります。
作業自体は特別難しいことはありませんが、失敗するとハトメとステー・プレートを同時に駄目にしてしまうことがあるので油断せず慎重に作業しましょう。
ハトメの取り付け方法【応用編】
ここではもうワンステップ上のハトメの取り付け方を紹介していきます。
ハトメをステー・プレートに取り付けると両面に僅かな出っ張りができ、ステー・プレートの設置箇所によっては多少の出っ張りがあっても問題ないこともありますが、ステー・プレートをピッタリと重ねる箇所であればハトメの出っ張りを極力避けたいところではあります。
そこで、応用編ではそのハトメの出っ張りを無くすためのハトメの取り付け方法を解説していきます。
必要工具
応用編で必要となるパーツ・工具については基本編とまったく同じもので問題ありません。
ただし、基本編では必須ではなかった皿ビス穴加工ビットが必須となっていきます。
ハトメ取り付け手順 -応用編-
応用編は基本編の取り付け手順に1つの工程を追加するだけとなります。
その追加する工程とは「手順1のビス穴拡張」後にハトメの狭い方をセットする面に皿ビス加工することです。
皿ビス加工自体は基本編の手順1のドリル刃を当てた後にバリがある場合に実施したわけですが、応用編ではしっかりと皿ビス加工をしていきます。
具体的にどのくらい深く削るかは、皿ビスをセットして皿ビスの頭が僅かに はみ出るぐらいまでとなります。
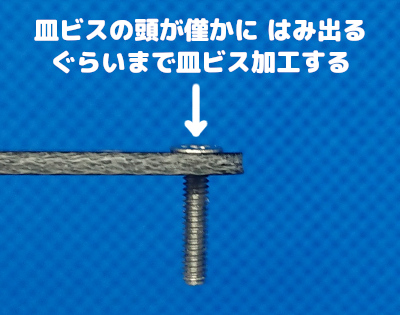
実際のところ 皿ビス加工の深さはもう少し浅めでも問題なく、少し皿ビス穴加工ビットを当てておけばハトメの出っ張りを無くすことができるので、上の画像のような状態になるまで削る必要もありません。
逆に皿ビスがピッタリ入るところまで深く削ると 今度は穴がくぼんでしまい、穴の入り口も結構広がって使用する局面によっては穴に通したビスがぐらつきやすくなります。
ただ、どの道 そこの箇所にはステー・プレートを密着させることになるので穴がくぼんだり広がったりすることのデメリットもほとんどないので、どのくらい削ってよいか分からない場合は通常の皿ビス加工の深さまで削ってしまっても構いません。
そして、適度な深さでの皿ビス加工が完了したらハトメの狭い方を皿ビス加工した面に合わてステー・プレートにセットします。
(ここでは皿ビス加工した面を裏面とします)
これ以降は基本編とまったく同じ手順となり、「皿ビスでの締め付け」→「トラスビスでの締め付け」を実施するわけですが、必ずハトメの広い方はステー・プレートに密着させた状態で作業してください。
これは基本編でも話したことになりますが、以下の画像のようにハトメの広い方がステー・プレートから離したまま締め付けないよう注意してください。
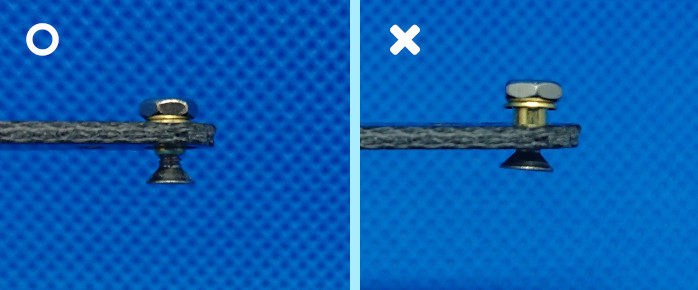
皿ビス加工した状態だとハトメの広い方が浮いた状態のままでも簡単にハトメが固定されてしまうので、そうならないよう以下のように皿ビスを締め付けるのがおすすめです。
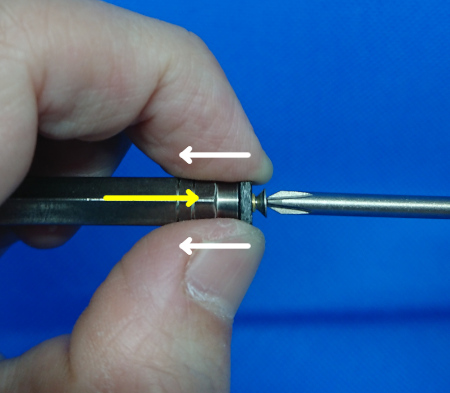
ボックスドライバーを押してステー・プレートにしっかりと密着させながら、指でステー・プレートをつまんでボックスドライバーを押す方向とは反対側にステー・プレートを引っ張りながら皿ビスを締めていきます。
皿ビスでの締め付けさえしっかりやっておけばハトメも適切な位置で固定されるので、次のトラスビスの締め付けは特にハトメの位置は意識せずに作業すればOKです。
そしてハトメの取り付けが完了した状態が以下となります。

これだけだと皿ビス加工した結果どう変わったのか分かりづらいので、皿ビス加工していないものとの比較画像も上げていきます。

皿ビス加工した時の方がハトメの狭い方が少し広がった状態となっています。
次は少し角度を変えて見ていきます。
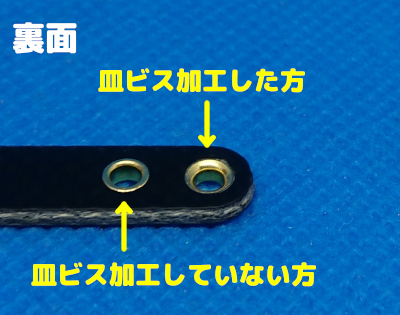
皿ビス加工した方は、ステー・プレートの皿ビス加工後の溝に合うように穴の入り口がややすり鉢状となっています。
最後に真横から見ていきます。
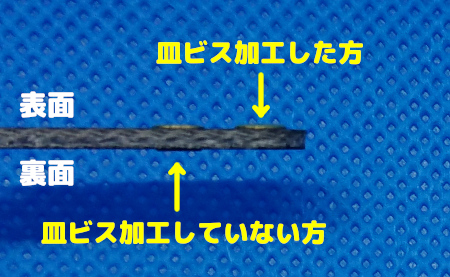
非常に分かりづらくて申し訳ないんですが、表面のハトメの広い方は いずれも出っ張っているのがわかると思います。
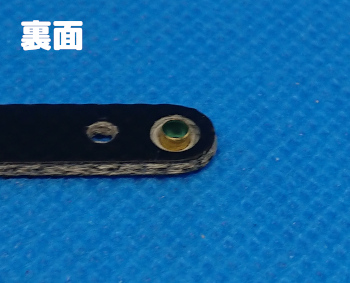
それに対して裏面側は皿ビス加工していない方は僅かな出っ張りが見えますが、皿ビス加工した方には出っ張りがありません。
実はハトメの広い方もビス穴拡張後に皿ビス加工を施すことで出っ張りを小さくすることが可能です。
ただしハトメの広い方の出っ張りを完全に無くすのは難しく、あくまで出っ張りを小さくできるだけとなります。
それと、ハトメの両面の出っ張りを極力無くそうとした場合は両面から皿ビス加工をする必要があり、皿ビス加工しすぎると穴が2.5mm以上に拡張してハトメの取り付け位置がズレることがあるので「ハトメの狭い方の出っ張りを無くして 且つハトメの広い方の出っ張りを少しでも小さくしたい!」ということがない限りは両面の皿ビス加工はおすすめしません。
最後に
今回はミニ四駆改造の定番の1つとも言えるハトメによるビス穴の補強に焦点を当てて解説してきました。
ハトメの圧入作業自体は非常にシンプルで誰でも簡単にできる改造となっていますが、失敗してしまうとハトメはおろかハトメを取り付けたステー・プレートまで使い物にならなくなるということもあり、それらを極力防ぐためにも作業時に意識すべきポイントなども交えて加工方法を紹介してきました。
また、ハトメを取り付けることでステー・プレートの寿命も増し 結果的にパーツ代の節約にも繋がるので、普段からビス穴の摩耗が激しくステー・プレートを度々交換しているという方は本記事を参考にハトメの取り付けを実施してみてはいかがでしょうか。
コメント